堿性鍍錫故障分析:錫陽(yáng)極呈灰白色
發(fā)布時(shí)間:2015/1/30 8:43:04 來源:禾川化學(xué) 字體: 

禾川化學(xué)為了加強(qiáng)與廣大客戶的溝通,切實(shí)地解決企業(yè)因大型檢測(cè)設(shè)備、研發(fā)經(jīng)驗(yàn)的缺乏;所致研發(fā)進(jìn)程緩慢,技術(shù)瓶頸無(wú)法突破的苦惱。禾川化學(xué)為企業(yè)提供洗發(fā)水成分分析,配方還原,工業(yè)問題診斷,新材料開發(fā)的一站式服務(wù)。咨詢400-660-8959
(1)可能原因:陽(yáng)極電流密度過小
原因分析:正常生產(chǎn)中釗陽(yáng)極應(yīng)處于鈍化狀態(tài),陽(yáng)極表面有黃綠色的鈍化膜,此時(shí),陽(yáng)極以錫酸鹽(Sn4+)形式進(jìn)行溶解。若陽(yáng)極表面沒有形成膜,則呈灰白色,那么陽(yáng)極處于活化狀態(tài),它就以亞錫酸鹽(Sn2+)形式溶解。結(jié)果鍍液中Sn2+會(huì)逐漸增多
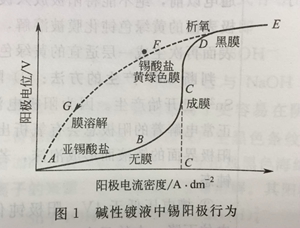
圖1中的曲線ABCDE表示電壓與陽(yáng)極電流密度之間的關(guān)系曲線。由A點(diǎn)開始,電流密度隨AB線的上升,電壓慢慢增加,陽(yáng)極處于活化狀態(tài),以Sn2+的形式溶解,陽(yáng)極呈灰白色的外觀。當(dāng)電流密度達(dá)到C點(diǎn)時(shí),電壓突然沿CD線上升,此時(shí),陽(yáng)極處于鈍化狀態(tài),其表面形成黃綠色的膜,并開始以Sn4+的形式溶解。C點(diǎn)的電流密度稱為錫陽(yáng)極的致鈍電流密度(或稱臨界陽(yáng)極電流密度)。如果沿DE線繼續(xù)增加電流密度,鈍化膜逐漸轉(zhuǎn)黑,使陽(yáng)極處于過鈍化狀態(tài)。氧氣急劇析出,并使錫表現(xiàn)為不溶性陽(yáng)極,使槽液中的錫含量下降,直至被耗盡。到達(dá)曲線D點(diǎn)以后,如果降低電流密度,那么電流一電壓曲線按虛線DF變化。陽(yáng)極的黃綠色鈍化膜仍保持著,錫仍以Sn2+形式溶解,因此DF部分是否合理的操作范圍。如果電流密度繼續(xù)降低,則曲線沿FG移動(dòng),而陽(yáng)極膜完全消失,錫又以Sn2+形式溶解。
由以上的分析可知,錫陽(yáng)極表面呈灰白色,主要是由于錫陽(yáng)極電流密度過小所引起的。
處理方法:減小陽(yáng)極面積,工件入槽時(shí)以大的電流密度(4~6A/dm2)沖擊,使掛入的陽(yáng)極進(jìn)入鈍化狀態(tài),然后逐步增加陽(yáng)極面積。當(dāng)所有的陽(yáng)極表面呈黃綠色的鈍化膜后,再減少電流密度到操作范圍內(nèi)。
(2)可能原因:鍍液的溫度過高
原因分析:鍍液溫度過高,陽(yáng)極表面的黃綠色的鈍化膜脫落,陽(yáng)極呈灰白色,容易產(chǎn)生Sn2+。
處理方法:控制鍍液的溫度至標(biāo)準(zhǔn)值。
(3)可能原因:電鍍過程中斷電
原因分析:電鍍過程中不允許斷電,若斷電1min以上,黃綠色的鈍化膜被溶解,陽(yáng)極呈灰白色。
處理方法:重新鈍化處理。
(4)可能原因:游離堿含量過高
原因分析:鍍液中游離堿含量過高,陽(yáng)極表面的黃綠色鈍化膜被溶解,陽(yáng)極呈灰白色。
處理方法:用1+9的冰醋酸溶液,降低游離堿的含量。通常NaOH控制在7~15g/L,KOH控制在10~20g/L。
(5)可能原因:陽(yáng)極桿與陽(yáng)極掛鉤接觸不良
原因分析:陽(yáng)極桿與陽(yáng)極掛鉤如接觸不良,少數(shù)沒有均勻分配電流的陽(yáng)極,也會(huì)處于活化狀態(tài),陽(yáng)極電流密度過小,其表面的、黃綠色鈍化膜被溶解而呈灰白色。
處理方法:加強(qiáng)導(dǎo)電觸點(diǎn)的維護(hù)保養(yǎng),保證導(dǎo)電良好。
相關(guān)技術(shù)
- [應(yīng)用工藝] 2015年04月13日 氰化鍍錫青銅故障及其處
- [應(yīng)用工藝] 2015年03月30日 氰化鍍銀故障分析:鍍層
- [應(yīng)用工藝] 2015年03月27日 氰化鍍銀故障分析:鍍層
- [應(yīng)用工藝] 2015年03月17日 氰化鍍銀故障分析:低電
- [應(yīng)用工藝] 2015年03月16日 氰化鍍銀故障分析:陽(yáng)極
- [應(yīng)用工藝] 2015年03月06日 氰化鍍銀故障分析:銅和